

1
事故发生经过和事故救援情况
2018年6月8日8:00,广西汇源包装有限公司一号生产车间的员工像往常一样按照上岗作业。19时30分左右,公司员工梁某希因为口渴找水喝,经过蓝某良岗位(拉丝机岗位)时,发现他的双脚伸直侧倒在地板上,右手搭在冷却水箱边上,昏迷不醒。立即把拉丝机的电源断开,叫来当班员工。大家一起协力把蓝某良抱出来到岗位旁边进行按胸急救。19时40分,公司员工拨打120急救中心电话求救。19时53分,将受伤人员送贵港市人民医院进行抢救,20时50分,医院宣布抢救无效死亡。贵港市人民医院开具死亡证明。
2
事故造成的人员伤亡和直接经济损失
(一)事故造成的人员伤亡情况
事故造成1人死亡。死者蓝某良,在广西汇源包装有限公司工作4年,为公司老员工。由于死者勤快老实,深得厂方喜欢。男性,1973年1月出生,广西都安县人,住址广西都安瑶族自治县拉仁乡二潭村,常住广西汇源包装有限公司内。
(二)直接经济损失情况
依据《企业职工伤亡事故经济损失统计标准》(GB6721-1986)等标准和规定统计,核定事故直接经济损失约100万元。
3
事故发生的原因和事故性质
事故现场摄像设备损坏,事故发生时没有目击者。参照《企业职工伤亡事故分类标准》(GB6441-1986),综合考虑起因物、引起事故的诱导原因、伤害方式等,推定该起事故为触电事故。
一是从事故设备状况推定。事故设备电流25-45A,且电线接头裸露部分未采取绝缘、屏护措施,也未采取隔离措施,作业人员极易碰触,造成触电事故;
二是从操作规程推定。作业工序操作规程人体不能触到模头,以免触电和烫伤,说明该岗位触电风险极高;
三从《贵港市人民医院24小时入院死亡记录》记载内容推定。据贵港市人民医院《24小时内入院死亡记录》(姓名:蓝某良,住院号:XXXXXX):首先,工友求救称患者触电后倒在地上;其次是死亡诊断。患者意识丧失,口鼻可见鲜红血液流出,口辰、面颈部皮肤紫黑,双侧瞳孔直径5mm,对光反射消失,未触及大动脉搏动,听诊未闻呼吸音及心音,一切神经反射消失。腹肌紧张,移动性浊音阴性。头颈部、四肢强直。右上肢皮肤大面积烫伤剥脱,可见肌肉外露,左前臂内侧、腹部皮肤部分烫伤。死亡诊断为:1.电击伤②2.全身多处烫伤3.心跳呼吸骤停。
经事故调查组对事故现场、事故设备、相关资料以及相关人员进行调查,广西汇源包装有限公司没有制定安全生产规章制度,管理混乱;生产车间作业环境光照不足,通风条件不良;作业人员疲劳作业,大部分作业人员长时间连续工作,基本每班连续工作24小时;机械设备存在事故隐患不排查,不治理,尤其是拉丝设备的电线接头裸露,没有采取可靠的绝缘、屏护措施以及隔离措施,触电、烫伤、机械伤害等风险没有排除。具体分析如下:
(一)事故发生的原因
1.事故的直接原因。输料管及模头烘箱的电线接头处裸露,没有采取可靠的绝缘、屏护、隔离等安全措施,存在极高的触电风险。在工作岗位上连续作业差不多12个小时、超负荷劳动、极端疲劳的从业人员蓝某良在清理模头废丝时,不慎触及拉丝设备的电线接头处,被电流击伤,造成触电事故。
2.事故的间接原因。
一是没有落实企业安全生产主体责任。广西汇源包装有限公司没有建立健全安全生产规章制度,管理混乱。安全投入严重不足,没有在有较大危险因素的生产场所和重点部位、重点设备上设置明显的安全警示标志;没有对生产场所存在的危险因素进行辨识和排查,事故隐患没有及时消除,安全生产没有得到有效保障。拉丝设备的烘箱的电线接头处裸露,触电风险长期存在,没有得到有效排查和消除。
二是未依法履行职责。事故单位的主要负责人未依法履行安全生产管理职责,未依法配备专职或者兼职的安全生产管理人员。广西汇源包装有限公司法定代表人黄某县因业务需要,长期在外地,聘请并任命没有经过培训的、没有生产经营单位主要负责人资质的覃某担任厂长,全权负责安全生产及技术保障工作,也没有依法配备专职或者兼职的安全生产管理人员,导致单位基本的安全生产责任制、安全生产规章制度及操作规程、安全生产教育培训和计划、安全生产投入、隐患排查治理制度、应急管理制度、事故报告制度等无法得到制定和落实。
三是安全教育培训制度不落实。经调查,广西汇源包装有限公司没有进行安全教育培训,生产经营单位的主要负责人没有具备与本单位所从事的生产经营活动相应的安全生产知识和管理能力。从业人员安全意识淡薄,没有熟悉安全操作规程,没有具备必要的安全生产知识,没有熟练掌握本岗位的安全操作技能,没有了解事故应急处理措施。
四是作业环境恶劣。生产车间光照不足,通风不良、高温等作业环境因素促使疲劳加速。一号生产车间由于设计的原因,采光窗数量不足,尽管安装了一定数量的照明灯,但室内工作环境的光照度还是达不到合适的照明度,造成照明不良,易使视觉疲劳,工作不能持久。视觉疲劳还会引起视力下降、眼球发胀、头痛以及其他疾病而影响健康,并引起工作失误和造成工伤。拉丝岗位附近虽然用了一台大功率电风扇给风散热,但由于室内通风不良,加上输料管及模头烘箱散发出来的热量,造成作业环境温度偏高,促使作业人员的疲劳加速,注意力不易集中,容易引发事故。疲劳是产生事故和影响工作的主要原因。
(二)事故性质
根据《生产安全事故报告和调查处理条例》第三条第一款第四项规定,一般事故是“指造成3人以下死亡,或者10人以下重伤,或者1000万元以下直接经济损失的事故”。本次事故造成死亡1人,直接经济损失约100万元,不超过1000万元。据此,本次事故应当认定为生产安全责任一般事故。
4
事故的责任认定以及对事故责任者的处理建议
(一)事故责任的认定
1.广西汇源包装有限公司没有落实企业安全生产主体责任。聘用没有相应的安全生产知识和管理能力的人担任主要负责人;未建立健全安全生产规章制度,管理混乱;安全教育培训制度不落实,从业人员安全意识淡薄;没有依法配备安全生产管理人员;安全投入不足,对安全生产条件重视不够,在危险的重点部位、重点区域、重要设备没有设置安全警示标志;没有排查、消除事故安全隐患, 拉丝设备的烘箱的电线接头处裸露,没有采取绝缘、屏护等有效措施减少或消除事故隐患,对烘箱外表的高温灼烫隐患没有采取隔离措施,触电、灼烫等事故隐患长期存在。只管生产不管安全,导致事故发生。
2.覃某担任厂长,在法人代表黄某县长期驻外地期间,没有履行全权负责安全生产工作的职责,违反《安全生产法》第五条⑩、第十八条的规定⑪,对本次事故负主要责任。
3.蓝某良为广西汇源包装有限公司从业人员,在生产活动中虽然没有受到违章指挥和强令长时间工作、疲劳作业,但公司管理人员对这种行为不制止。蓝某良在本次事故中不负责任。
(二)处理意见
1.广西汇源包装有限公司没有落实安全生产主体责任,未建立健全安全生产责任制,未依法开展安全生产教育和培训,未履行如实告知从业人员作业场所存在的危险及防范措施义务,没有按照安全设施、设备安全管理有关要求定期维护保养,对事故的发生负有主要责任,根据《安全生产法》第一百零九条⑫的规定,应当对蓝某良因事故造成的损失依法承担相应的赔偿责任,并由安全生产监督管理部门对其处二十万元以上五十万元以下的罚款。
贵港市港北区安全生产监督管理局对汇源包装作出的处罚决定↓↓

2.覃某身为全权负责安全生产工作的厂长,没有对汇源包装的安全生产工作全面负责, 对事故的发生负有主要责任,根据《安全生产法》第九十一条⑬、第九十二条⑭的规定,给予撤销厂长职务处分,受处分之日起,五年内不得担任任何生产经营单位的主要负责人;并由安全生产监督管理部门对其处上一年年收入百分之三十的罚款;事故发生后,没有按照规定时限报告,根据《安全生产法》第一百零六条⑮的规定,由安全生产监督管理部门对其处上一年年收入百分之六十的罚款。
贵港市港北区安全生产监督管理局对覃某作出的处罚决定↓↓

5
关于汇源包装
汇源包装是一家生产塑料编织袋以及包装材料的民营企业,公司法人代表黄某县于2010年8月6日和贵港市包装厂签订租赁协议,租赁位于广西贵港市西苑工业园内的贵港市包装厂4255.12㎡的厂房作为生产厂房,2010年10月26日登记注册为有限责任公司(自然人投资或控股),营业执照统一社会信用代码XXXXXXXX,注册资本1100万元,法定代表人黄某县,经营范围为塑料编织袋、包装装潢印刷品、纸塑三复合袋、无纺布环保手提袋、铝塑袋、软包装食品袋、塑料制品、包装机械、塑料原材料销售等。2015年3月18日取得《印刷经营许可证》,证号(桂)新出印证字4508201XXXX号,从事包装装潢印刷。
汇源包装现有人员51人。公司法定代表人黄某县长期在外地,黄某凯负责销售,林某快负责产品质量,任命覃某(男,1967年出生,广西贵港市人)担任厂长,全权负责安全生产及技术保障工作。没有配备专职或兼职安全生产管理人员①。
注:①《中华人民共和国安全生产法》第二十一条规定:矿山、金属冶炼、建筑施工、道路运输单位和危险物品的生产、经营、储存单位,应当设置安全生产管理机构或者配备专职安全生产管理人员。
前款规定以外的其他生产经营单位,从业人员超过1百人的,应当设置安全生产管理机构或者配备专职安全生产管理人员;从业人员在一百人以下的,应当配备专职或者兼职的安全生产管理人员。
6
事故车间现状、设备情况及工序规程
1.一号生产车间现状。一号生产车间监控摄像设备损坏,内通风不良,光照不足,未按要求设置安全警示标志。拉丝机2台间隔约3米由西向东并列布置在车间西北侧,工种岗位依次为拌料、拉丝机头、挂丝、送线、收线。南侧为存放原料、半成品临时仓库。
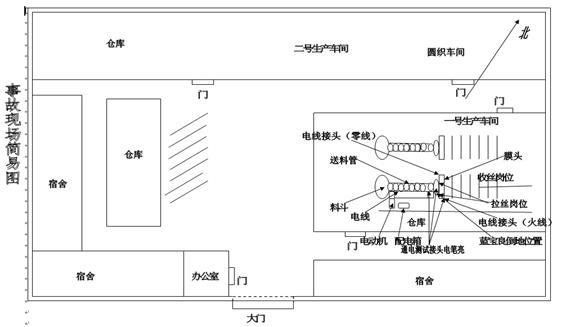
图一 事故现场简易图

图二 生产车间照片

图三 模头现状照片

图四 输料管现状照片
2.拉丝设备情况。未提供拉丝设备技术说明书、产品合格证,未提供检维修记录。拉丝机由(拌料斗)进料斗、输料管、模头组成。主机电流25-45A。为保证原料塑化,输料管、模头由若干个烘箱加热,外部用隔热材料包裹,温度达到120度以上。模头下方冷却水温度80度以上。输料管及模头内烘箱的电线接头裸露,没有采取绝缘措施。用电笔当场测试,电笔灯亮。
拉丝生产原理是:原料倒入拌料斗,由电机运转搅拌均匀提高原料温度,蒸发水份,方便后道工序操作。根据各种原料的塑化温度和机械构造原理,温度遵循从低到高设定,当温度达到指定恒温时,点动主机运转,原料经螺杆带动塑化挤压;最后从模头出料区流出,进入水槽冷却成膜片,再经分割成塑片,然后再拉伸成塑丝,由收丝机收卷成型。
3.拉丝工序操作规程。根据广西汇源包装有限公司《拉丝工序操作规程》,拉丝机按照开机前检查,调定温度值,主机预热,主机启动的顺序开机。拉丝工序操作规程:
(1)从模头拉膜时,人体不能触到模头,以免触电和烫伤;
(2)膜送入水箱提升辊和切割辊时,注意手距离辊筒不能低于30cm,以免把手带进辊筒;
(3)处理各辊筒的废丝时,不准戴手套;
(4)上班不准穿高跟鞋,不准穿裙子,留长发的把头发收进帽子内,机头工班前不准喝酒;
(5)必须有专人经常对设备(尤其是收卷丝轴的润滑)和卷丝质量进行巡回检查,发现问题马上调整,必要时报车间领导。
(6)更换滤网时,要戴防护手套;
(7)做好安全防火工作。
汇源包装实行计件工资报酬,两班倒。实际情况是,工人为了获取更多的劳动报酬和得到更多的休息时间,每次上岗都连续工作24小时,即当天8:00上岗一直工作至次日8:00